A high-performance injection mold is the sum of countless precise operations. While advanced software and CNC machines are essential, true quality lies in the meticulous attention to detail at every stage of the manufacturing process. At Wis Moldtech, we follow a rigorous workflow to ensure that the final mold meets exacting standards for precision, durability, and cycle efficiency.
Here is a look at the critical considerations we monitor during each phase of mold making.
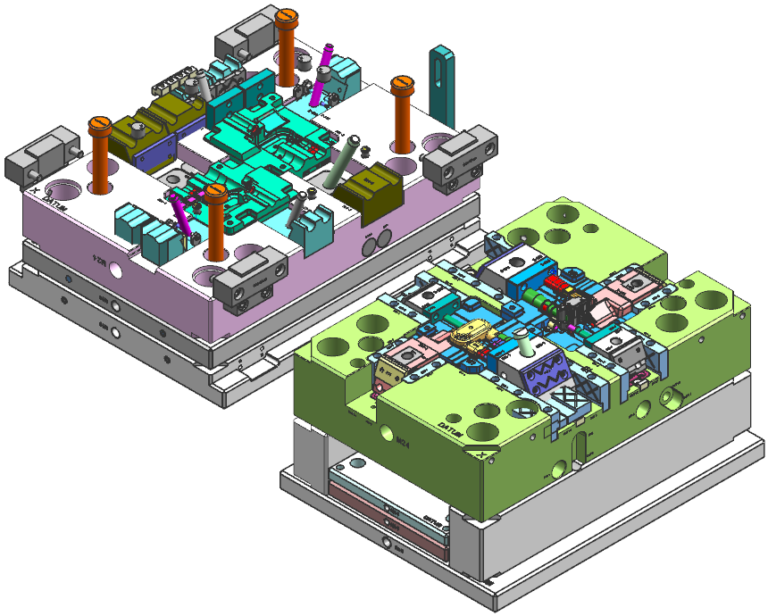
1. Design Review & Material Selection
Before any metal is cut, the process begins with a comprehensive design review.
Mold Flow Analysis: We simulate the injection process to identify potential issues like air traps, weld lines, or insufficient filling. This step dictates gate location, runner size, and venting strategy.
Steel Selection: Choosing the right steel is a strategic decision. We evaluate the required production volume, the abrasiveness of the plastic resin (e.g., glass-filled materials), and the desired surface finish to select between pre-hardened steel (for lower volumes) or hardened steel (for high-volume, high-wear applications).
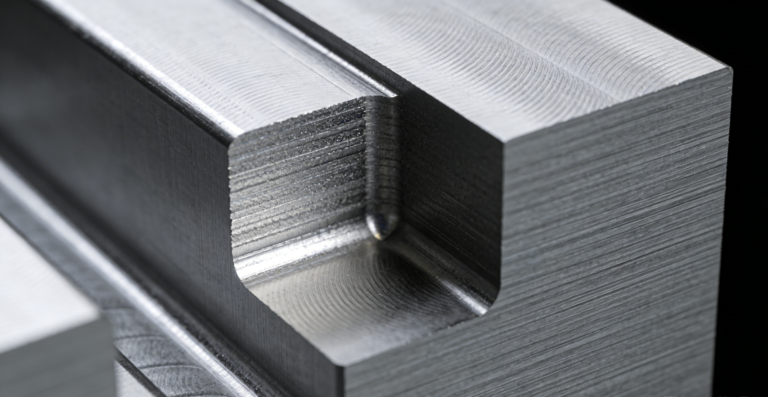
2. Rough Machining (CNC)
The roughing stage removes the bulk of the steel to create the basic shape of the mold base and components.
Stress Relief: After rough cutting, especially with large blocks of steel, internal stresses can be released. We often incorporate a stress-relieving heat treatment cycle before finishing to prevent the mold from warping or distorting later.
Stock Allowance: We leave a precise amount of “stock” (typically 0.3mm to 0.5mm) for the finishing stage. Removing too much material too quickly can induce stress; removing too little reduces efficiency.
3. Heat Treatment (When Applicable)
For molds requiring hardened steel, this is a critical transition point.
Vacuum Hardening: We use vacuum heat treatment to prevent oxidation and decarburization (loss of carbon on the surface) of the steel.
Tempering & Dimensional Check: After hardening, the steel is tempered to achieve the desired hardness/toughness balance. Crucially, we perform dimensional checks after heat treatment, as the process can cause slight size changes. Any deformation must be corrected before final machining.
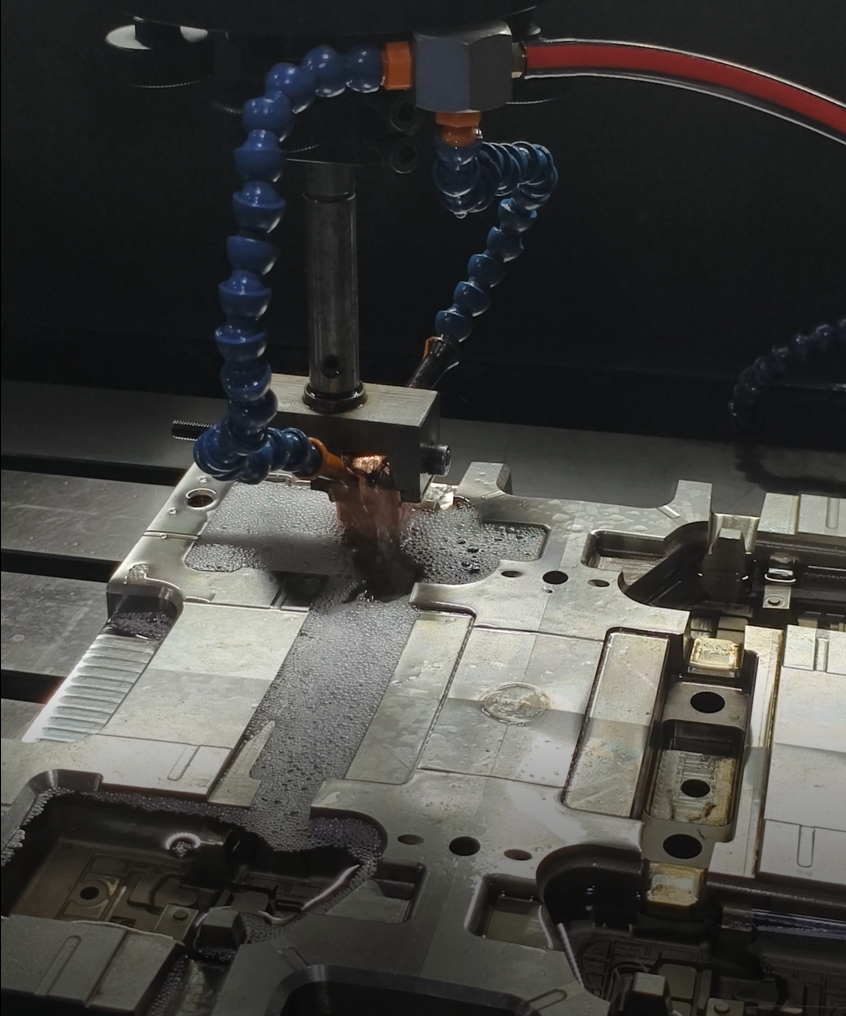
4. Precision Finishing (CNC & EDM)
This stage defines the final geometry of the cavity and core.
CNC Finishing: High-speed milling uses small, precise cutters to achieve fine details. We use in-process probing to verify critical dimensions before the part is removed from the machine.
EDM (Electrical Discharge Machining): For deep ribs, sharp internal corners, or intricate textures that a CNC cutter cannot reach, we use EDM. The key here is electrode quality. We manufacture electrodes from high-quality graphite or copper and perform multiple roughing and finishing burns to achieve the required surface finish without over-burning the steel.
5. Wire EDM (Wire Cutting)
This process is used for creating precise features like ejector pin holes, core pins, and shut-off surfaces.
Alignment & Taper: Maintaining perfect vertical alignment and controlling taper is essential. Even a micron of deviation in an ejector pin hole can cause binding or galling during the molding process.
6. Fitting & Assembly (The Art of the Mold Maker)
This is where the “art” of mold making meets science. It requires the skilled hands of our master toolmakers.
Fit and Parting Lines: The core and cavity must mate perfectly. We check the shut-off surfaces (the areas where the two halves meet) using precision measurement and blueing (a marking compound) to ensure a consistent, leak-proof seal without flash.
Moving Components: Slides, lifters, and ejector pins are assembled and checked for smooth, friction-free motion. Any binding here will cause wear or machine downtime later.
Cooling Circuit Testing: Before the mold leaves the shop, we pressure-test all water lines to ensure there are no leaks or blockages inside the steel.
7. Sample Testing (Trial)
The final and most crucial step is running the mold on an injection molding machine.
Process Window Analysis: We don’t just look for a good part; we define the “process window.” We test the mold’s stability across a range of temperatures, pressures, and speeds to ensure it is robust and forgiving for production.
First Article Inspection (FAI): The first parts produced are meticulously measured against the CAD model to verify every critical dimension meets the print specifications.
Conclusion
Manufacturing a world-class injection mold is a journey of a thousand precise steps. From the initial stress relief of raw steel to the final fit of a slide assembly, every process is an opportunity to either build in quality or introduce risk. At [Your Company Name], our commitment to rigorous process control at every stage ensures that the mold we deliver will run reliably, efficiently, and with precision for years to come.